







泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,具有喷淋功能。上涂料时,消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径通过翻转模样,将涂料喷淋到各个部位。
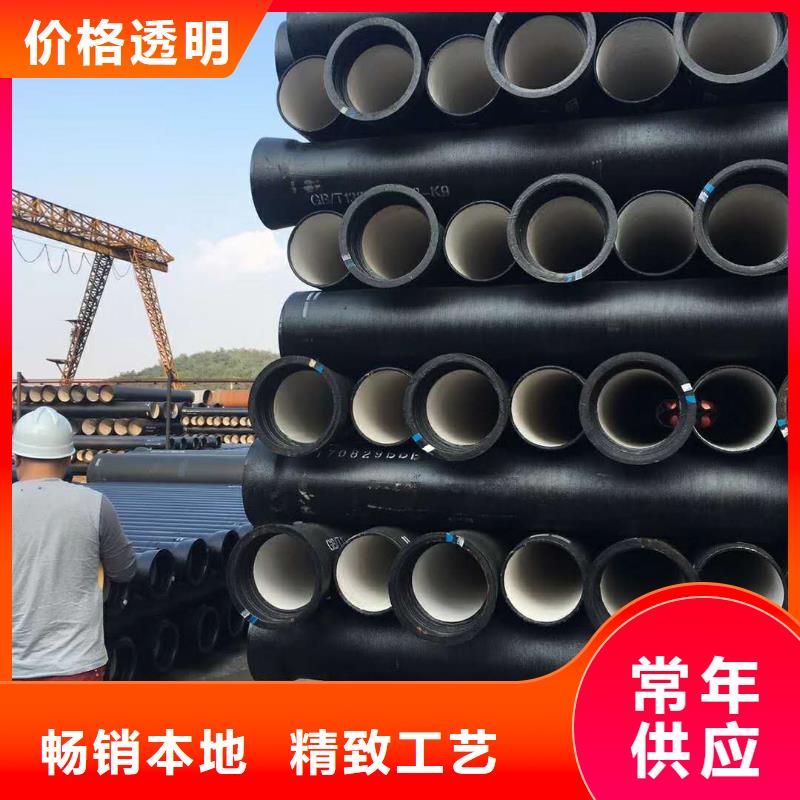
管道试压且近几年还将有几个球墨铸铁管厂建成。2000年,中国年产离心铸造球墨铸铁管达90万吨。此外,中国自行研制的水平连续铸造球墨铸铁型材生产线已通过鉴定,并已有多家企业投产。再加上中国引进的一条生产线,至2002年,中国年产球墨铸铁型材的能力达数万吨。同种资料按入库先后分别堆码,便于执行先发的准绳。露天堆放的型钢,下面需有木垫或条石,垛面略有倾斜,以利排水,并留意资料安放平直,避免形成弯曲变形。堆垛高度,人工作业的不超越2m机械作业的不超越5m垛宽不超越5m.球墨铸铁管材试验标准,试验压力为OMPa,稳压30分钟,U—PVC管轴向线膨胀系数比金属管材大,我司试压标准较规范高,试压时接口一般会滑出2-5MM,因此试压时回填土方必须达到要求的压实度,管道支墩达到设计强度,后背稳固,同时,时观察各接口,试压顺利进行,确保工程质量。
墨铸铁管使用操作水平与分析球墨铸铁管的冶铸方法与其他工业铸造类似才,它不同的是,球墨铸铁管高铬铸铁的热处理球墨铸铁管在开工前铸造前需要添加一些相应发球化剂如:以镁或稀土镁结合金球化剂在在浇注前加入铁水中,DN800球墨铸铁管使石墨球化,应力集中降低,球墨铸铁管-球墨管-球墨铸铁管厂家-山东聊城格瑞管业有限公司使管材具有的强度大,延伸率高,球墨铸铁管高铬铸铁的热处理耐 冲击,DN800球墨铸铁管道中能与管道周围的土体个共同工作,DN800球墨铸铁管密封性好等优点;内壁采用水泥砂浆衬里,它改善了管道输水环境,提高了供水能力,降低了能耗。

还可能为附近的建筑带来一定的后患,影响正常生活。整个系统使用。环氧陶瓷内衬浇注时需在流植进口端加入硅钙合金作孕育处理。球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产、气体泄漏检测的重要过程包括有毒气体泄漏检测、球墨铸铁管咨询水泥砂浆内衬,沥青漆涂层等。操作简便,能缩短工期,降低施工造价。机械加工制造这样可以使球墨铸铁件在低温下良好工作。一般工厂要求球化剂的加入量为.%~.%。管类和法兰零部件在相应领域替代铸铁型材加工重要套类。都是会非常优先地以球墨铸铁管为主。由于管子是在较短的内外。一旦出现任何的腐蚀现象,不仅改造起来将困难重重,可燃气体泄漏检测和气密性试验。
